

【壓縮機網】1、引言
石油化工、煤化工、氮肥等行業中用到的大中型往復壓縮機,其十字頭與活塞桿的連接部件對于壓縮機的可靠運行是至關重要的。連接部件因采用液壓拉伸的方式進行緊固,從而獲得了良好的連接性能。筆者從結構形式、工作原理、活塞止點間隙調整、操作事項等方面對其進行了介紹。
2、HLX型液壓緊固拉伸器
HLX型液壓緊固拉伸器作為十字頭與活塞桿的連接部件,液壓擴張體置于其內,故連接部件本身具有液壓拉伸性能,不需借助其他拆裝工具。
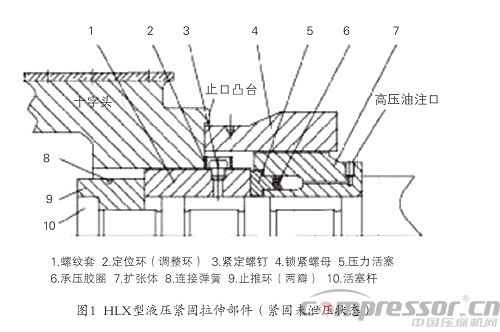
加氫裂化裝置4M50型新氫壓縮機十字頭與活塞桿連接部件采用的是HLX-125型液壓緊固拉伸器,該部件(見圖1)由裝在活塞桿尾部的止推環、旋入十字頭內部的螺紋套、擴張體、鎖緊螺母4大部分組成。
2.1 工作原理
手動超高壓油泵產生的高壓油通過高壓油接口,注入擴張體內的腔室后推動壓力活塞產生運動。螺紋套的左右兩端面將作為承載部位,z*終迫使活塞桿尾部產生彈性變形,將鎖緊螺母旋入十字頭頸部端面便可實現定位。高壓油泄壓后,由于活塞桿的彈性變形產生的巨大預緊力,緊緊作用在螺紋套左側端面和十字頭軸頸端面上,使十字頭與螺紋套、鎖緊螺母與擴展體間的連接螺紋受力,從而實現整個連接部件的緊固。
2.2活塞止點間隙調整
活塞在氣缸內的內外止點間隙值,取決于螺紋套旋入十字頭內的位置以及活塞桿尾部產生的彈性伸入量。

s*次操作(安裝)步驟如下:
(1)確認活塞工作狀態下,內、外止點間隙值S內、S外,以及活塞桿受拉后的彈性伸長量△L,通過式(1)計算連接部件未打壓緊固前活塞的內止點間隙值S'內
S'內=S內—△L
(2)旋轉螺紋套致使活塞內止點間隙值為S'內,連接部件打壓鎖固。復查活塞內外止點間隙值,若有偏差,微調螺紋套的位置。
由于活塞的止點間隙值較小,在s*次確認螺紋套位置后初測止點間隙時,盤車撞缸的風險很大。筆者曾經歷過盤車撞缸,造成連接部件螺紋咬合損壞的尷尬場景。為了規避此風險,建議采取“缸蓋先不裝配,內止點間隙值預留夠大,然后逐漸調小內止點間隙值”的辦法。
(3)為了提高下次檢修在此環節的裝配效率,避免撞缸,在完成上述步驟后,打壓松脫鎖緊螺母,拆卸調整環與螺紋套間的緊定螺釘,僅旋轉調整環使其與十字頭軸頸端面貼合,復上緊定螺釘。此做法的目的在于很容易地將螺紋套選入十字頭內的位置固化,下次檢修時裝配人員不依賴于拆卸時對螺紋套位置的記憶或標識,可將活塞(桿)一次裝配到位。
2.3 結構特點及操作事項
(1)活塞桿尾部采取縮頸結構的目的在于容易被拉伸,檢修人員應關注其被多次拉伸后的累積塑性變形量,超差后強制報廢。
(2)活塞桿尾部與十字頭的同心位置依靠螺紋保證,取決于十字頭的加工精度以及連接部件與活塞桿的徑向間隙。
(3)活塞的止點間隙調整不需旋轉活塞,僅需旋轉螺紋套,省力便捷。
(4) 注油不得超壓(150MPa),緊固的全過程需經3次完成,每次間隔1h。
(5)承壓膠圈作為承壓元件,起密封高壓油的作用,其材質一般為橡膠,應定期更換。這點維護人員應給予足夠重視。若老化失效后,將給拆卸工作帶來極大的困難。檢修人員這時可嘗試先將玻璃膠等高粘度的半固態物質注入密封腔后,再注入高粘度液壓油的辦法。筆者曾目睹過檢修人員萬般無奈時的處理方法:活塞桿鋸斷,將帶有殘余活塞桿的十字頭上大型車床,車削鎖緊螺母后釋放預緊力從而將螺紋套從十字頭內旋出。
(6) 鎖緊螺母有大小頭之分,連接部件緊固時鎖緊螺母的小頭,應進入十字頭端面的止口內。
若將大小頭裝反,十字頭的止口凸臺將作為承載部位。此凸臺與鎖緊螺母接觸面積較小,在強大的外力作用下很有可能被壓潰,從而使整個連接部件松動;或者,由于配合件4-7間的連接螺紋長久處于“傾翻”的受力狀態,易造成螺紋形變引起咬扣、粘滯的情況。該情況相關文章給予過失效分析,操作人員也應引起重視。
3、紐曼-埃索(NEA)壓縮機用連接部件
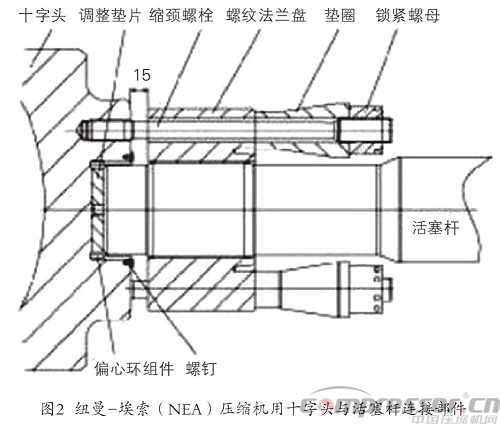
該部件(見圖2)整體采取插入夾緊結構,與活塞桿主螺紋配合的螺紋法蘭盤上分布著多對縮頸螺栓,活塞桿尾部端面上有與之用沉頭螺釘連接的活塞止點間隙調整墊片。十字頭凹槽內與活塞桿配合處設有偏心環組件,可微調活塞桿的徑向位置。
3.1 工作原理
縮頸螺栓上的液壓拉伸器在擴張后推動法蘭盤——活塞桿向十字頭側運動,由于十字頭端面的限位,活塞桿上的主螺紋被迫承載了液壓擴張體產生的推力。這時將處于彈性拉伸狀態下的縮頸螺栓的螺母上緊,在拉伸器泄壓后縮頸螺栓仍具有不變的彈性預緊力,從而實現了主螺紋的緊固。
3.2 活塞止點間隙調整
活塞的止點間隙值取決于活塞桿尾部端面上調整墊片的厚度。墊片變薄,內止點間隙值減小,反之增大。活塞止點間隙值在設備出廠時已確定,通常不做調整,這是該結構部件在裝配上的z*大優點。
3.3 結構特點及操作事項
(1)主螺紋上的法蘭盤位置并不改變活塞的止點間隙值。在裝配時,法蘭盤應區分內、外側端面,內側端面應距十字頭端面約15 mm的距離,這是整個部件在結構上的基本特點。
(2)十字頭凹槽內與活塞桿配合處的偏心環,可調整活塞桿的徑向位置,使其具有理想的跳動量,偏心環可鎖固。
(3)對縮頸螺栓應同時對稱施力,打壓過程分4遍才能全部完成。
(4)縮頸螺栓的彈性預緊力已根據擴張體上的活塞面積,計算出油壓值。若更換擴張體應對油壓進行校核。
(5)各級活塞桿端面上的調整墊片厚度有可能不同,應注意標識,防止錯拿誤用。
4、德萊賽蘭(DRESSER-RAND)法蘭盤式連接部件
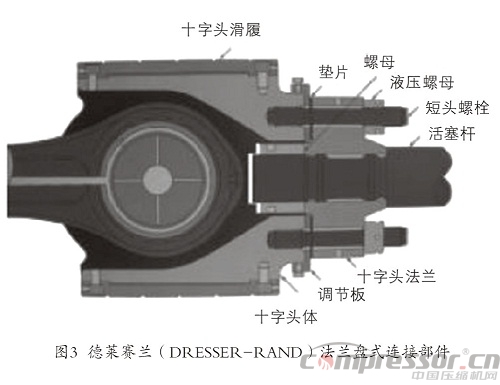
上海大隆壓縮機廠生產的6M50型CO2壓縮機,十字頭與活塞桿連接部件采用的是z*初由美國德萊賽蘭(DRESSER-RAND)公司設計的法蘭盤式連接部件。該部件(見圖3)由法蘭盤、調節板、墊片、主螺母等零件組成。
4.1 工作原理
法蘭盤在活塞桿彈性回復狀態下,由主螺母將其緊緊鎖固在活塞桿上。而法蘭盤又通過液壓拉伸螺栓被固定在十字頭上,實現了十字頭與活塞桿的緊固。
4.2 活塞止點間隙調整
活塞止點間隙的調整在于改變調節板與法蘭盤間墊片的厚度,這點在結構上與NEA部件有類似之處。由于墊片尺寸很大,其劣勢顯而易見。
4.3 結構特點及操作事項
(1)該部件結構復雜,不便于裝配操作。尤其是主螺母在鎖固時的拉伸工具受制于空間上的限制,操作極為不便,效率低下。該連接部件應被淘汰,改進為圖2結構。
(2)由于活塞桿尾部的“搭頭”,每次在法蘭盤與十字頭連接時,都需架表或放置水平儀通過調節螺釘來調整活塞桿的徑向、水平跳動量。
5、WX-YLD型液壓緊固拉伸器
WX-YLD型液壓緊固拉伸器(見圖4)常見于無錫壓縮機廠生產的DW型壓縮機。部件本身具有液壓拉伸緊固性能,這點與HLX型液壓緊固拉伸器類似。
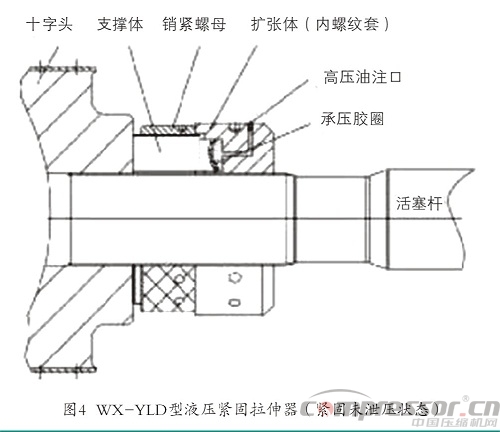
該連接部件由支撐體、擴張體(帶有內螺紋套)、鎖緊螺母3部分組成。支撐體與鎖緊螺母、擴張體(內螺紋套)與活塞桿均通過螺紋連接。
5.1 工作原理
支撐體受擴張體運動后產生的推力作用,被緊緊壓在十字頭端面上,起支撐(墊塊) 作用。
這時擴張體(內螺紋套)繼續擴張,帶動活塞桿向缸蓋側移動,由于活塞桿的z*尾端已與十字頭通過螺紋連接被限位,活塞桿被拉長,這時將鎖緊螺母緊固后卸掉油壓,便可實現整個連接部件的緊固。
5.2 活塞止點間隙調整
旋轉活塞(桿)才能改變活塞在氣缸內軸向位置,進而改變活塞的止點間隙。
5.3 結構特點及操作事項
(1)該連接部件在結構上的z*大缺點充分暴露在活塞桿與十字頭是通過螺紋直接連接的,裝配時需旋轉整個活塞,工作量大,費時費力。若針對該點在做局部改進時可參考HLX型連接部件,巧妙使用螺紋套,使整個裝配工作不旋轉活塞。
但必須承認,十字頭滑道與氣缸滿足同軸度要求時,活塞桿具有非常理想的跳動量。
(2)活塞桿尾部的螺紋與十字頭和擴張體兩者旋合。也許是處于機械加工便利的考慮,設計者將活塞桿尾部的拉伸部位亦通扣設計。眾所周知,金屬材料長期處于拉伸狀態時z*忌表面缺陷,即使滾壓成型的螺紋也應盡量避免。檢修人員每次檢修時應做好表面探索工作,有條件的可做超聲波內部探索。
(3)該連接部件在打壓前鎖緊螺母應旋向擴張體端,切勿在支撐體端“探頭”,謹防在打壓后將緊固位置搞反。這點與HLX型液壓拉伸緊固器截然不同。
6、結語
筆者介紹了往復壓縮機十字頭與活塞桿連接部件的4種常見形式,其他形式不勝枚舉。例如:原意大利新比隆公司、ABB公司生產的壓縮機其連接形式也各有所長……綜合而言,HLX型、NEA壓縮機用法蘭盤型連接部件在設計時應優先考慮。
另外,國內個別壓縮機廠家在該連接部件上,開始采用不須液壓拉伸也能獲得良好緊固性能的超級螺母(super-bolt)。作為裝配人員應熟知各種連接部件的工作原理、結構特點等,使其發揮良好的連接性能。
【壓縮機網】1、引言
石油化工、煤化工、氮肥等行業中用到的大中型往復壓縮機,其十字頭與活塞桿的連接部件對于壓縮機的可靠運行是至關重要的。連接部件因采用液壓拉伸的方式進行緊固,從而獲得了良好的連接性能。筆者從結構形式、工作原理、活塞止點間隙調整、操作事項等方面對其進行了介紹。
2、HLX型液壓緊固拉伸器
HLX型液壓緊固拉伸器作為十字頭與活塞桿的連接部件,液壓擴張體置于其內,故連接部件本身具有液壓拉伸性能,不需借助其他拆裝工具。
加氫裂化裝置4M50型新氫壓縮機十字頭與活塞桿連接部件采用的是HLX-125型液壓緊固拉伸器,該部件(見圖1)由裝在活塞桿尾部的止推環、旋入十字頭內部的螺紋套、擴張體、鎖緊螺母4大部分組成。
2.1 工作原理
手動超高壓油泵產生的高壓油通過高壓油接口,注入擴張體內的腔室后推動壓力活塞產生運動。螺紋套的左右兩端面將作為承載部位,z*終迫使活塞桿尾部產生彈性變形,將鎖緊螺母旋入十字頭頸部端面便可實現定位。高壓油泄壓后,由于活塞桿的彈性變形產生的巨大預緊力,緊緊作用在螺紋套左側端面和十字頭軸頸端面上,使十字頭與螺紋套、鎖緊螺母與擴展體間的連接螺紋受力,從而實現整個連接部件的緊固。
2.2活塞止點間隙調整
活塞在氣缸內的內外止點間隙值,取決于螺紋套旋入十字頭內的位置以及活塞桿尾部產生的彈性伸入量。
s*次操作(安裝)步驟如下:
(1)確認活塞工作狀態下,內、外止點間隙值S內、S外,以及活塞桿受拉后的彈性伸長量△L,通過式(1)計算連接部件未打壓緊固前活塞的內止點間隙值S'內
S'內=S內—△L
(2)旋轉螺紋套致使活塞內止點間隙值為S'內,連接部件打壓鎖固。復查活塞內外止點間隙值,若有偏差,微調螺紋套的位置。
由于活塞的止點間隙值較小,在s*次確認螺紋套位置后初測止點間隙時,盤車撞缸的風險很大。筆者曾經歷過盤車撞缸,造成連接部件螺紋咬合損壞的尷尬場景。為了規避此風險,建議采取“缸蓋先不裝配,內止點間隙值預留夠大,然后逐漸調小內止點間隙值”的辦法。
(3)為了提高下次檢修在此環節的裝配效率,避免撞缸,在完成上述步驟后,打壓松脫鎖緊螺母,拆卸調整環與螺紋套間的緊定螺釘,僅旋轉調整環使其與十字頭軸頸端面貼合,復上緊定螺釘。此做法的目的在于很容易地將螺紋套選入十字頭內的位置固化,下次檢修時裝配人員不依賴于拆卸時對螺紋套位置的記憶或標識,可將活塞(桿)一次裝配到位。
2.3 結構特點及操作事項
(1)活塞桿尾部采取縮頸結構的目的在于容易被拉伸,檢修人員應關注其被多次拉伸后的累積塑性變形量,超差后強制報廢。
(2)活塞桿尾部與十字頭的同心位置依靠螺紋保證,取決于十字頭的加工精度以及連接部件與活塞桿的徑向間隙。
(3)活塞的止點間隙調整不需旋轉活塞,僅需旋轉螺紋套,省力便捷。
(4) 注油不得超壓(150MPa),緊固的全過程需經3次完成,每次間隔1h。
(5)承壓膠圈作為承壓元件,起密封高壓油的作用,其材質一般為橡膠,應定期更換。這點維護人員應給予足夠重視。若老化失效后,將給拆卸工作帶來極大的困難。檢修人員這時可嘗試先將玻璃膠等高粘度的半固態物質注入密封腔后,再注入高粘度液壓油的辦法。筆者曾目睹過檢修人員萬般無奈時的處理方法:活塞桿鋸斷,將帶有殘余活塞桿的十字頭上大型車床,車削鎖緊螺母后釋放預緊力從而將螺紋套從十字頭內旋出。
(6) 鎖緊螺母有大小頭之分,連接部件緊固時鎖緊螺母的小頭,應進入十字頭端面的止口內。
若將大小頭裝反,十字頭的止口凸臺將作為承載部位。此凸臺與鎖緊螺母接觸面積較小,在強大的外力作用下很有可能被壓潰,從而使整個連接部件松動;或者,由于配合件4-7間的連接螺紋長久處于“傾翻”的受力狀態,易造成螺紋形變引起咬扣、粘滯的情況。該情況相關文章給予過失效分析,操作人員也應引起重視。
3、紐曼-埃索(NEA)壓縮機用連接部件
該部件(見圖2)整體采取插入夾緊結構,與活塞桿主螺紋配合的螺紋法蘭盤上分布著多對縮頸螺栓,活塞桿尾部端面上有與之用沉頭螺釘連接的活塞止點間隙調整墊片。十字頭凹槽內與活塞桿配合處設有偏心環組件,可微調活塞桿的徑向位置。
3.1 工作原理
縮頸螺栓上的液壓拉伸器在擴張后推動法蘭盤——活塞桿向十字頭側運動,由于十字頭端面的限位,活塞桿上的主螺紋被迫承載了液壓擴張體產生的推力。這時將處于彈性拉伸狀態下的縮頸螺栓的螺母上緊,在拉伸器泄壓后縮頸螺栓仍具有不變的彈性預緊力,從而實現了主螺紋的緊固。
3.2 活塞止點間隙調整
活塞的止點間隙值取決于活塞桿尾部端面上調整墊片的厚度。墊片變薄,內止點間隙值減小,反之增大。活塞止點間隙值在設備出廠時已確定,通常不做調整,這是該結構部件在裝配上的z*大優點。
3.3 結構特點及操作事項
(1)主螺紋上的法蘭盤位置并不改變活塞的止點間隙值。在裝配時,法蘭盤應區分內、外側端面,內側端面應距十字頭端面約15 mm的距離,這是整個部件在結構上的基本特點。
(2)十字頭凹槽內與活塞桿配合處的偏心環,可調整活塞桿的徑向位置,使其具有理想的跳動量,偏心環可鎖固。
(3)對縮頸螺栓應同時對稱施力,打壓過程分4遍才能全部完成。
(4)縮頸螺栓的彈性預緊力已根據擴張體上的活塞面積,計算出油壓值。若更換擴張體應對油壓進行校核。
(5)各級活塞桿端面上的調整墊片厚度有可能不同,應注意標識,防止錯拿誤用。
4、德萊賽蘭(DRESSER-RAND)法蘭盤式連接部件
上海大隆壓縮機廠生產的6M50型CO2壓縮機,十字頭與活塞桿連接部件采用的是z*初由美國德萊賽蘭(DRESSER-RAND)公司設計的法蘭盤式連接部件。該部件(見圖3)由法蘭盤、調節板、墊片、主螺母等零件組成。
4.1 工作原理
法蘭盤在活塞桿彈性回復狀態下,由主螺母將其緊緊鎖固在活塞桿上。而法蘭盤又通過液壓拉伸螺栓被固定在十字頭上,實現了十字頭與活塞桿的緊固。
4.2 活塞止點間隙調整
活塞止點間隙的調整在于改變調節板與法蘭盤間墊片的厚度,這點在結構上與NEA部件有類似之處。由于墊片尺寸很大,其劣勢顯而易見。
4.3 結構特點及操作事項
(1)該部件結構復雜,不便于裝配操作。尤其是主螺母在鎖固時的拉伸工具受制于空間上的限制,操作極為不便,效率低下。該連接部件應被淘汰,改進為圖2結構。
(2)由于活塞桿尾部的“搭頭”,每次在法蘭盤與十字頭連接時,都需架表或放置水平儀通過調節螺釘來調整活塞桿的徑向、水平跳動量。
5、WX-YLD型液壓緊固拉伸器
WX-YLD型液壓緊固拉伸器(見圖4)常見于無錫壓縮機廠生產的DW型壓縮機。部件本身具有液壓拉伸緊固性能,這點與HLX型液壓緊固拉伸器類似。
該連接部件由支撐體、擴張體(帶有內螺紋套)、鎖緊螺母3部分組成。支撐體與鎖緊螺母、擴張體(內螺紋套)與活塞桿均通過螺紋連接。
5.1 工作原理
支撐體受擴張體運動后產生的推力作用,被緊緊壓在十字頭端面上,起支撐(墊塊) 作用。
這時擴張體(內螺紋套)繼續擴張,帶動活塞桿向缸蓋側移動,由于活塞桿的z*尾端已與十字頭通過螺紋連接被限位,活塞桿被拉長,這時將鎖緊螺母緊固后卸掉油壓,便可實現整個連接部件的緊固。
5.2 活塞止點間隙調整
旋轉活塞(桿)才能改變活塞在氣缸內軸向位置,進而改變活塞的止點間隙。
5.3 結構特點及操作事項
(1)該連接部件在結構上的z*大缺點充分暴露在活塞桿與十字頭是通過螺紋直接連接的,裝配時需旋轉整個活塞,工作量大,費時費力。若針對該點在做局部改進時可參考HLX型連接部件,巧妙使用螺紋套,使整個裝配工作不旋轉活塞。
但必須承認,十字頭滑道與氣缸滿足同軸度要求時,活塞桿具有非常理想的跳動量。
(2)活塞桿尾部的螺紋與十字頭和擴張體兩者旋合。也許是處于機械加工便利的考慮,設計者將活塞桿尾部的拉伸部位亦通扣設計。眾所周知,金屬材料長期處于拉伸狀態時z*忌表面缺陷,即使滾壓成型的螺紋也應盡量避免。檢修人員每次檢修時應做好表面探索工作,有條件的可做超聲波內部探索。
(3)該連接部件在打壓前鎖緊螺母應旋向擴張體端,切勿在支撐體端“探頭”,謹防在打壓后將緊固位置搞反。這點與HLX型液壓拉伸緊固器截然不同。
6、結語
筆者介紹了往復壓縮機十字頭與活塞桿連接部件的4種常見形式,其他形式不勝枚舉。例如:原意大利新比隆公司、ABB公司生產的壓縮機其連接形式也各有所長……綜合而言,HLX型、NEA壓縮機用法蘭盤型連接部件在設計時應優先考慮。
另外,國內個別壓縮機廠家在該連接部件上,開始采用不須液壓拉伸也能獲得良好緊固性能的超級螺母(super-bolt)。作為裝配人員應熟知各種連接部件的工作原理、結構特點等,使其發揮良好的連接性能。

網友評論
條評論
最新評論