

【壓縮機(jī)網(wǎng)】(接上期--<上>)
2.2.2形成了高壓氣缸設(shè)計方法
采用鍛造高壓大缸徑氣缸鑲缸套結(jié)構(gòu),通過氣缸應(yīng)力仿真分析,形成壓縮機(jī)缸套設(shè)計范規(guī),創(chuàng)新設(shè)計了可調(diào)余隙缸結(jié)構(gòu),形成高壓氣缸部件設(shè)計方法。
(1)高壓氣缸結(jié)構(gòu)設(shè)計技術(shù)
1)按API STD 618第五版《石油、化學(xué)及天然氣工業(yè)用往復(fù)式壓縮機(jī)》第6.15.2.1條,當(dāng)工作壓力達(dá)18MPa以上時,氣缸的材料就應(yīng)為鍛鋼,經(jīng)分析選用,該鋼的優(yōu)點是塑性好、易鍛造、易切削,將氣閥孔水平設(shè)置,進(jìn)排氣法蘭孔上下設(shè)置,進(jìn)排氣法蘭孔與氣閥孔不在同一個面上,采用開式的填料端結(jié)構(gòu)形式;為減小固定余隙,將缸套的閥室通道設(shè)計成腰圓孔,使得氣流阻力越小z*小;按API618附錄H,缸套材料確定,通過合適的過盈量配合設(shè)計,形成緊固的靜配合。三段式缸套結(jié)構(gòu)設(shè)計方法和全貫通式缸孔,提高缸體制造的工藝性。
2)采用熱結(jié)構(gòu)耦合理論,利用有限元溫度計算方程進(jìn)行計算,其中熱傳遞及熱計算方程如圖14,計算不同位置處氣缸位置處的溫度,模擬了氣缸內(nèi)氣體溫度及空氣散熱對氣缸的影響,以穩(wěn)態(tài)熱情況對氣缸進(jìn)行分析,防止高壓缸體氣閥閥窩處開裂、應(yīng)力螺栓斷裂等問題確保氣缸部件的安全使用。
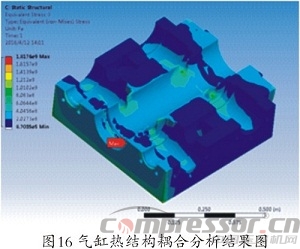
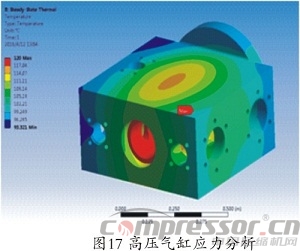
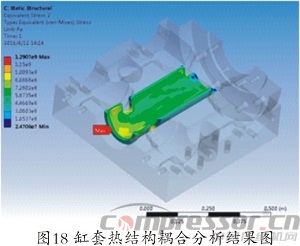
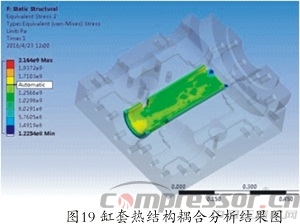
氣缸受到溫度場及結(jié)構(gòu)應(yīng)力的共同作用,在計算過程中需要將兩者的計算結(jié)果進(jìn)行耦合分析,利用彈塑性熱應(yīng)力方程進(jìn)行求解計算(圖16、17、18、19)。
(2)缸套過盈配合應(yīng)力分析技術(shù)
1)創(chuàng)建裝配模型,根據(jù)缸套與氣缸的過盈配合關(guān)系,確定了計算方法。在過盈應(yīng)力的計算過程中,采用接觸壓應(yīng)力P和摩擦應(yīng)力τ對缸套過盈配合進(jìn)行了計算如圖15。從壓力、過盈配合及氣體溫度等因素對氣缸的影響進(jìn)行了分析,形成了高壓、帶缸套氣缸的應(yīng)力分析方法,優(yōu)化了氣缸結(jié)構(gòu)。
2)通過熱學(xué)計算與結(jié)構(gòu)應(yīng)力的耦合計算,創(chuàng)建了缸套裝配過盈量與裝配應(yīng)力的分布曲線,確定了缸套裝配過盈量范圍,形成了高壓、帶缸套氣缸的應(yīng)力分析方法。結(jié)合氣缸的熱結(jié)構(gòu)分析結(jié)果,對缸套與氣缸的過盈量進(jìn)行參數(shù)化分析。
根據(jù)有限元分析結(jié)果,通過應(yīng)力變化曲線可知,隨著過盈量的增加,氣缸內(nèi)的過盈應(yīng)力呈增加趨勢。受到溫度場的影響,應(yīng)力曲線呈現(xiàn)非線性特征。
(3)新型高壓密封余隙氣缸
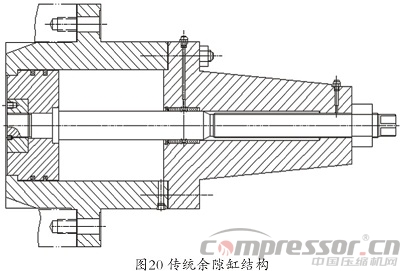
本機(jī)組一級氣缸配可調(diào)整余隙缸,傳統(tǒng)的余隙缸結(jié)構(gòu)(圖20),余隙活塞與余隙缸之間的密封件是活塞環(huán),應(yīng)用于靜密封的余隙活塞上存在壓縮介質(zhì)泄漏,安全性能差等問題,對一些有毒、易燃易爆氣體,可能造成安全事故。新設(shè)計的余隙缸,活塞密封元件為O型圈,從密封原理上克服了老式結(jié)構(gòu)用活塞環(huán)做靜密封元件的不足,延長了密封件O型圈的使用壽命,保證了密封的可靠性;結(jié)構(gòu)簡單,操作方便,使用安全可靠,調(diào)整更精確,可應(yīng)用于壓縮機(jī)的每個級次的余隙調(diào)節(jié),使得整套機(jī)組調(diào)節(jié)的經(jīng)濟(jì)性可大為提高優(yōu)化了高壓余隙活塞的密封方式和運(yùn)動軌跡,解決了余隙氣缸易泄露和密封件易損壞的問題。創(chuàng)新了高壓可調(diào)余隙缸調(diào)節(jié)結(jié)構(gòu),形成了專利技術(shù)(專利一項:ZL201310040198.1)。
2.2.3形成高壓氣缸磨損控制技術(shù)
(1)缸套材料及熱處理技術(shù)
研究磨損機(jī)理和摩擦副匹配性、不同材料及熱處理工藝,通過硬度測試和磨損試驗,形成高壓缸套材料選擇及熱處理方案。
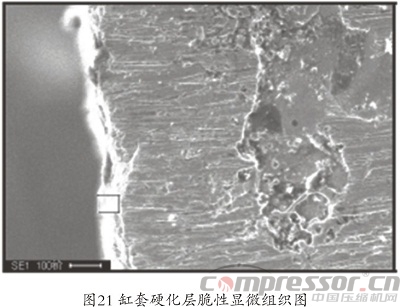
通過兩種不同材料的熱處理后,比較其材料性能,選擇高壓缸套材料(圖21)。
(2)高壓氣缸注油技術(shù)
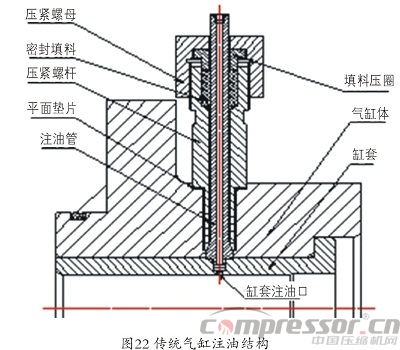
通過對傳統(tǒng)的注油管連接方式研究與分析(圖22),創(chuàng)新設(shè)計了高壓缸套注油方式,創(chuàng)建了缸套外壁與氣缸內(nèi)孔之間密封墊結(jié)構(gòu),保證高壓氣缸得到足夠潤滑,形成了高壓氣缸注油專有技術(shù)。
2.2.4形成長薄壁套制造工藝
研究缸套制坯成型及缸套內(nèi)孔表面強(qiáng)化技術(shù),設(shè)計大直徑多節(jié)小錐度芯軸工裝,形成了耐磨損長薄壁氣缸套加工制造技術(shù)。
(1)薄壁件離心鑄造裂紋控制技術(shù)
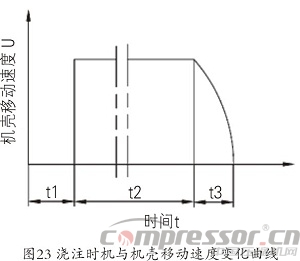
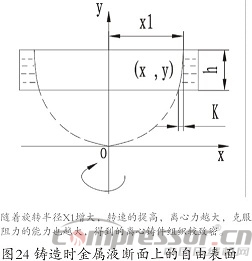
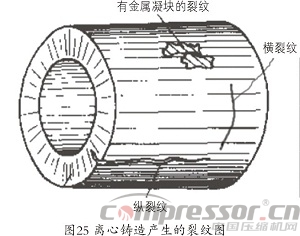
研究鑄造離心力、離心力場中液體金屬自由表面形狀、凝固補(bǔ)縮以及金屬液相對運(yùn)動對質(zhì)量的影響等,建立了鑄造時鑄型轉(zhuǎn)速、澆注溫度、澆注速度等工藝參數(shù),形成了薄壁件離心鑄造裂紋控制技術(shù)(圖23、24、25)。
防止措施:
1)確保鑄件各處溫度均勻。鑄型預(yù)熱時應(yīng)力求均勻;涂料噴涂要特別注意各處均勻;澆口位置要適當(dāng),防止局部過熱等。
2)轉(zhuǎn)速不能過高、澆注溫度也不能過高。
(2)薄壁套形變綜合控制工藝
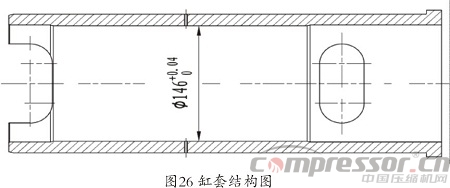
1)進(jìn)行材料熱處理工藝對比試驗,形成了缸套表面處理工藝技術(shù)。 2)開展工件裝夾、加工應(yīng)力控制、關(guān)鍵工序工藝及工裝控制等研究,形成了薄壁件制造工藝技術(shù)(圖26)。
設(shè)計工件一次裝夾,實現(xiàn)外圓集成加工,提高了加工面的粗糙度、圓柱度以及與內(nèi)孔的同軸度;采用金屬陶瓷刀片進(jìn)行加工,提高了刀具耐磨性,保持缸套尺寸穩(wěn)定,并滿足粗糙度要求 外圓的z*終加工采用在磨床上磨削的方式加工,為保證同軸度,設(shè)計制造以內(nèi)孔定位的專用大直徑多節(jié)小錐度芯軸工裝。
(3)非對稱氣缸缸套變形控制技術(shù)
1)建立非對稱氣缸缸套裝配數(shù)學(xué)模型,研究內(nèi)孔收縮系數(shù);
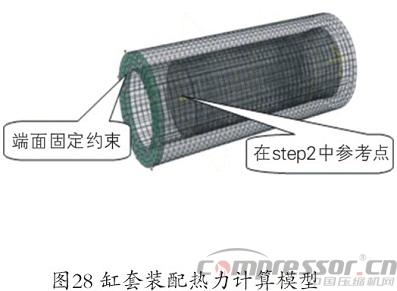
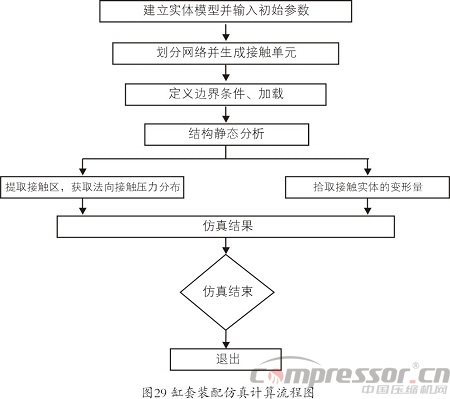
2)運(yùn)用ABAQUS建立裝配熱力計算模型,對裝配進(jìn)行仿真計算,實現(xiàn)過盈裝配收縮特征的驗證。

公式中,E1、E2分別為缸套與氣缸的彈性模量;
μ1、μ2分別為缸套與氣缸的泊松比;
i1、i2分別為缸套和氣缸的壁厚系數(shù)。
I1=rc/ra
i2=rb/rc
ra、rb、rc分別為為缸套內(nèi)半徑在、氣缸外半徑、缸套與氣缸配合半徑。
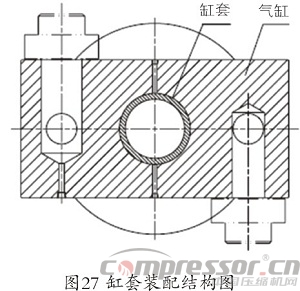
3)研究冷、熱裝配技術(shù),通過對比試驗,建立了一套用溫差法進(jìn)行裝配變形控制的裝配技術(shù)(圖27、28、29)。
2.2.5壓縮機(jī)運(yùn)行效果分析
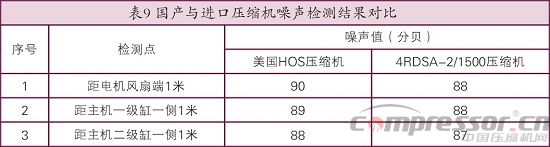
研制出的4RDSA-2/1500壓縮機(jī)實現(xiàn)了低能耗(表8)、低噪音(表9)、低振動(表10)性能要求,優(yōu)于進(jìn)口機(jī)組性能。


2.4主要創(chuàng)新點
(1)高壓氣缸結(jié)構(gòu)設(shè)計技術(shù)
(2)直線型氣缸余隙調(diào)節(jié)結(jié)構(gòu)
(3)高壓高精度氣液分離技術(shù)
(4)高壓氣缸注油結(jié)構(gòu)
3 成果應(yīng)用及其經(jīng)濟(jì)社會效益
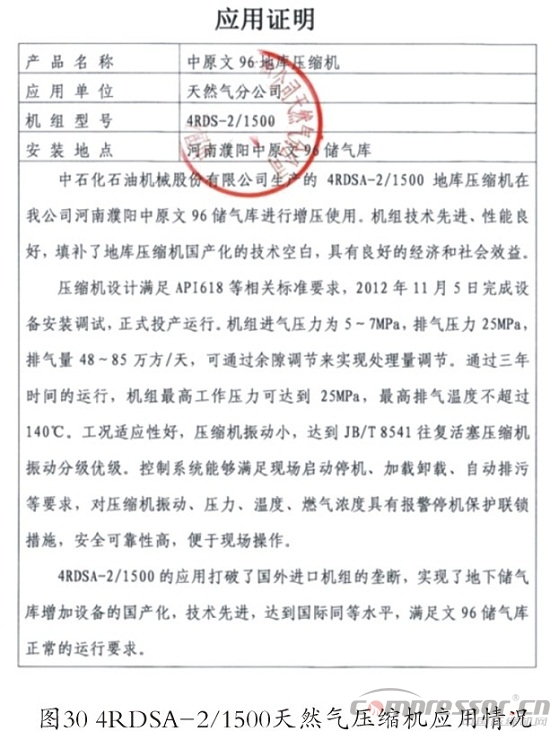
4RDSA-2/1500天然氣壓縮機(jī)的研制項目于2010年10月正式啟動,截止2016年4月,4RDSA-2/1500機(jī)組在中原文96儲氣庫安全穩(wěn)定運(yùn)行超過7000h,儲氣量約2.1億方天然氣。機(jī)組性能良好,達(dá)到國際先進(jìn)水平,滿足中原文96儲氣庫正常的運(yùn)行要求(圖30)。
核心裝備及單元技術(shù)應(yīng)用:
1)高壓注油結(jié)構(gòu):高壓注油器結(jié)構(gòu)以應(yīng)用于眾多高壓壓縮機(jī)項目中,其特殊的結(jié)構(gòu)性能適用于各種高壓氣缸,注油效果良好,方便磨損缸套的更換,該技術(shù)已在元壩項目、華北大牛地項目、文72項目得到充分應(yīng)用。
2)直線型氣缸余隙調(diào)節(jié)結(jié)構(gòu):直線型氣缸余隙調(diào)節(jié)結(jié)構(gòu)不僅滿足性能要求,而且操作方便,特別適用于調(diào)節(jié)排量壓縮機(jī)項目,如中原文72注氣項目、元壩項目。
3)長薄壁缸套制造技術(shù):該技術(shù)應(yīng)用在近幾年的項目中應(yīng)用成直線式增長,特別是大排量的機(jī)組,解決氣缸磨損的難題,已在華北大牛地項目 、新疆和田河項目 、元壩項目得到應(yīng)用(圖31)。

3.4 成果應(yīng)用所取得的直接經(jīng)濟(jì)效益和社會效益
1.經(jīng)濟(jì)效益
4RDSA-2/1500儲氣庫壓縮機(jī)的成功研制,使儲氣庫壓縮機(jī)投資方面相比進(jìn)口同工況機(jī)組節(jié)約成本52%。提升了國產(chǎn)化增壓裝備市場競爭力,將有力促進(jìn)我國天然氣工業(yè)的發(fā)展。
2.社會效益
掌握高壓大排量儲氣庫壓縮機(jī)設(shè)計制造技術(shù),打破國外壟斷,實現(xiàn)了我國儲氣庫壓縮機(jī)的自主研發(fā)和產(chǎn)業(yè)化能力,為保障國家能源安全,發(fā)揮了技術(shù)裝備支撐作用。
<連載完>
來源:中石化石油機(jī)械股份有限公司壓縮機(jī)分公司
【壓縮機(jī)網(wǎng)】(接上期--<上>)
2.2.2形成了高壓氣缸設(shè)計方法
采用鍛造高壓大缸徑氣缸鑲缸套結(jié)構(gòu),通過氣缸應(yīng)力仿真分析,形成壓縮機(jī)缸套設(shè)計范規(guī),創(chuàng)新設(shè)計了可調(diào)余隙缸結(jié)構(gòu),形成高壓氣缸部件設(shè)計方法。
(1)高壓氣缸結(jié)構(gòu)設(shè)計技術(shù)
1)按API STD 618第五版《石油、化學(xué)及天然氣工業(yè)用往復(fù)式壓縮機(jī)》第6.15.2.1條,當(dāng)工作壓力達(dá)18MPa以上時,氣缸的材料就應(yīng)為鍛鋼,經(jīng)分析選用,該鋼的優(yōu)點是塑性好、易鍛造、易切削,將氣閥孔水平設(shè)置,進(jìn)排氣法蘭孔上下設(shè)置,進(jìn)排氣法蘭孔與氣閥孔不在同一個面上,采用開式的填料端結(jié)構(gòu)形式;為減小固定余隙,將缸套的閥室通道設(shè)計成腰圓孔,使得氣流阻力越小z*小;按API618附錄H,缸套材料確定,通過合適的過盈量配合設(shè)計,形成緊固的靜配合。三段式缸套結(jié)構(gòu)設(shè)計方法和全貫通式缸孔,提高缸體制造的工藝性。
2)采用熱結(jié)構(gòu)耦合理論,利用有限元溫度計算方程進(jìn)行計算,其中熱傳遞及熱計算方程如圖14,計算不同位置處氣缸位置處的溫度,模擬了氣缸內(nèi)氣體溫度及空氣散熱對氣缸的影響,以穩(wěn)態(tài)熱情況對氣缸進(jìn)行分析,防止高壓缸體氣閥閥窩處開裂、應(yīng)力螺栓斷裂等問題確保氣缸部件的安全使用。
氣缸受到溫度場及結(jié)構(gòu)應(yīng)力的共同作用,在計算過程中需要將兩者的計算結(jié)果進(jìn)行耦合分析,利用彈塑性熱應(yīng)力方程進(jìn)行求解計算(圖16、17、18、19)。
(2)缸套過盈配合應(yīng)力分析技術(shù)
1)創(chuàng)建裝配模型,根據(jù)缸套與氣缸的過盈配合關(guān)系,確定了計算方法。在過盈應(yīng)力的計算過程中,采用接觸壓應(yīng)力P和摩擦應(yīng)力τ對缸套過盈配合進(jìn)行了計算如圖15。從壓力、過盈配合及氣體溫度等因素對氣缸的影響進(jìn)行了分析,形成了高壓、帶缸套氣缸的應(yīng)力分析方法,優(yōu)化了氣缸結(jié)構(gòu)。
2)通過熱學(xué)計算與結(jié)構(gòu)應(yīng)力的耦合計算,創(chuàng)建了缸套裝配過盈量與裝配應(yīng)力的分布曲線,確定了缸套裝配過盈量范圍,形成了高壓、帶缸套氣缸的應(yīng)力分析方法。結(jié)合氣缸的熱結(jié)構(gòu)分析結(jié)果,對缸套與氣缸的過盈量進(jìn)行參數(shù)化分析。
根據(jù)有限元分析結(jié)果,通過應(yīng)力變化曲線可知,隨著過盈量的增加,氣缸內(nèi)的過盈應(yīng)力呈增加趨勢。受到溫度場的影響,應(yīng)力曲線呈現(xiàn)非線性特征。
(3)新型高壓密封余隙氣缸
本機(jī)組一級氣缸配可調(diào)整余隙缸,傳統(tǒng)的余隙缸結(jié)構(gòu)(圖20),余隙活塞與余隙缸之間的密封件是活塞環(huán),應(yīng)用于靜密封的余隙活塞上存在壓縮介質(zhì)泄漏,安全性能差等問題,對一些有毒、易燃易爆氣體,可能造成安全事故。新設(shè)計的余隙缸,活塞密封元件為O型圈,從密封原理上克服了老式結(jié)構(gòu)用活塞環(huán)做靜密封元件的不足,延長了密封件O型圈的使用壽命,保證了密封的可靠性;結(jié)構(gòu)簡單,操作方便,使用安全可靠,調(diào)整更精確,可應(yīng)用于壓縮機(jī)的每個級次的余隙調(diào)節(jié),使得整套機(jī)組調(diào)節(jié)的經(jīng)濟(jì)性可大為提高優(yōu)化了高壓余隙活塞的密封方式和運(yùn)動軌跡,解決了余隙氣缸易泄露和密封件易損壞的問題。創(chuàng)新了高壓可調(diào)余隙缸調(diào)節(jié)結(jié)構(gòu),形成了專利技術(shù)(專利一項:ZL201310040198.1)。
2.2.3形成高壓氣缸磨損控制技術(shù)
(1)缸套材料及熱處理技術(shù)
研究磨損機(jī)理和摩擦副匹配性、不同材料及熱處理工藝,通過硬度測試和磨損試驗,形成高壓缸套材料選擇及熱處理方案。
通過兩種不同材料的熱處理后,比較其材料性能,選擇高壓缸套材料(圖21)。
(2)高壓氣缸注油技術(shù)
通過對傳統(tǒng)的注油管連接方式研究與分析(圖22),創(chuàng)新設(shè)計了高壓缸套注油方式,創(chuàng)建了缸套外壁與氣缸內(nèi)孔之間密封墊結(jié)構(gòu),保證高壓氣缸得到足夠潤滑,形成了高壓氣缸注油專有技術(shù)。
2.2.4形成長薄壁套制造工藝
研究缸套制坯成型及缸套內(nèi)孔表面強(qiáng)化技術(shù),設(shè)計大直徑多節(jié)小錐度芯軸工裝,形成了耐磨損長薄壁氣缸套加工制造技術(shù)。
(1)薄壁件離心鑄造裂紋控制技術(shù)
研究鑄造離心力、離心力場中液體金屬自由表面形狀、凝固補(bǔ)縮以及金屬液相對運(yùn)動對質(zhì)量的影響等,建立了鑄造時鑄型轉(zhuǎn)速、澆注溫度、澆注速度等工藝參數(shù),形成了薄壁件離心鑄造裂紋控制技術(shù)(圖23、24、25)。
防止措施:
1)確保鑄件各處溫度均勻。鑄型預(yù)熱時應(yīng)力求均勻;涂料噴涂要特別注意各處均勻;澆口位置要適當(dāng),防止局部過熱等。
2)轉(zhuǎn)速不能過高、澆注溫度也不能過高。
(2)薄壁套形變綜合控制工藝
1)進(jìn)行材料熱處理工藝對比試驗,形成了缸套表面處理工藝技術(shù)。 2)開展工件裝夾、加工應(yīng)力控制、關(guān)鍵工序工藝及工裝控制等研究,形成了薄壁件制造工藝技術(shù)(圖26)。
設(shè)計工件一次裝夾,實現(xiàn)外圓集成加工,提高了加工面的粗糙度、圓柱度以及與內(nèi)孔的同軸度;采用金屬陶瓷刀片進(jìn)行加工,提高了刀具耐磨性,保持缸套尺寸穩(wěn)定,并滿足粗糙度要求 外圓的z*終加工采用在磨床上磨削的方式加工,為保證同軸度,設(shè)計制造以內(nèi)孔定位的專用大直徑多節(jié)小錐度芯軸工裝。
(3)非對稱氣缸缸套變形控制技術(shù)
1)建立非對稱氣缸缸套裝配數(shù)學(xué)模型,研究內(nèi)孔收縮系數(shù);
2)運(yùn)用ABAQUS建立裝配熱力計算模型,對裝配進(jìn)行仿真計算,實現(xiàn)過盈裝配收縮特征的驗證。
公式中,E1、E2分別為缸套與氣缸的彈性模量;
μ1、μ2分別為缸套與氣缸的泊松比;
i1、i2分別為缸套和氣缸的壁厚系數(shù)。
I1=rc/ra
i2=rb/rc
ra、rb、rc分別為為缸套內(nèi)半徑在、氣缸外半徑、缸套與氣缸配合半徑。
3)研究冷、熱裝配技術(shù),通過對比試驗,建立了一套用溫差法進(jìn)行裝配變形控制的裝配技術(shù)(圖27、28、29)。
2.2.5壓縮機(jī)運(yùn)行效果分析
研制出的4RDSA-2/1500壓縮機(jī)實現(xiàn)了低能耗(表8)、低噪音(表9)、低振動(表10)性能要求,優(yōu)于進(jìn)口機(jī)組性能。
2.4主要創(chuàng)新點
(1)高壓氣缸結(jié)構(gòu)設(shè)計技術(shù)
(2)直線型氣缸余隙調(diào)節(jié)結(jié)構(gòu)
(3)高壓高精度氣液分離技術(shù)
(4)高壓氣缸注油結(jié)構(gòu)
3 成果應(yīng)用及其經(jīng)濟(jì)社會效益
4RDSA-2/1500天然氣壓縮機(jī)的研制項目于2010年10月正式啟動,截止2016年4月,4RDSA-2/1500機(jī)組在中原文96儲氣庫安全穩(wěn)定運(yùn)行超過7000h,儲氣量約2.1億方天然氣。機(jī)組性能良好,達(dá)到國際先進(jìn)水平,滿足中原文96儲氣庫正常的運(yùn)行要求(圖30)。
核心裝備及單元技術(shù)應(yīng)用:
1)高壓注油結(jié)構(gòu):高壓注油器結(jié)構(gòu)以應(yīng)用于眾多高壓壓縮機(jī)項目中,其特殊的結(jié)構(gòu)性能適用于各種高壓氣缸,注油效果良好,方便磨損缸套的更換,該技術(shù)已在元壩項目、華北大牛地項目、文72項目得到充分應(yīng)用。
2)直線型氣缸余隙調(diào)節(jié)結(jié)構(gòu):直線型氣缸余隙調(diào)節(jié)結(jié)構(gòu)不僅滿足性能要求,而且操作方便,特別適用于調(diào)節(jié)排量壓縮機(jī)項目,如中原文72注氣項目、元壩項目。
3)長薄壁缸套制造技術(shù):該技術(shù)應(yīng)用在近幾年的項目中應(yīng)用成直線式增長,特別是大排量的機(jī)組,解決氣缸磨損的難題,已在華北大牛地項目 、新疆和田河項目 、元壩項目得到應(yīng)用(圖31)。
3.4 成果應(yīng)用所取得的直接經(jīng)濟(jì)效益和社會效益
1.經(jīng)濟(jì)效益
4RDSA-2/1500儲氣庫壓縮機(jī)的成功研制,使儲氣庫壓縮機(jī)投資方面相比進(jìn)口同工況機(jī)組節(jié)約成本52%。提升了國產(chǎn)化增壓裝備市場競爭力,將有力促進(jìn)我國天然氣工業(yè)的發(fā)展。
2.社會效益
掌握高壓大排量儲氣庫壓縮機(jī)設(shè)計制造技術(shù),打破國外壟斷,實現(xiàn)了我國儲氣庫壓縮機(jī)的自主研發(fā)和產(chǎn)業(yè)化能力,為保障國家能源安全,發(fā)揮了技術(shù)裝備支撐作用。
<連載完>
來源:中石化石油機(jī)械股份有限公司壓縮機(jī)分公司

網(wǎng)友評論
條評論
最新評論