

【壓縮機網】1.故障概述
GML95型雙螺桿壓縮機是30萬噸/年聚烯烴裝置的常用機型。K-8200風機,型號GML95,每天不定時啟動,主要用于B線摻混,每次運行4-5小時,每天運行2-3次,故障發生前累計運行7900小時。輸送能力為4722Nm3/h,轉速為7351rpm,軸功率243kW,入口流量6529m3/h。
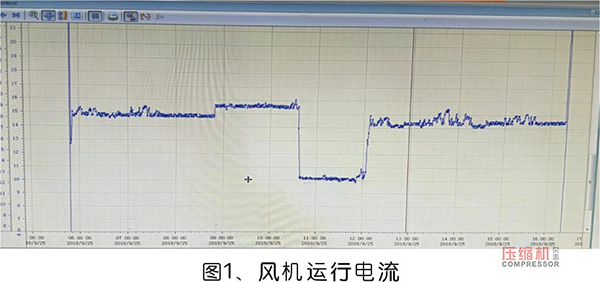
故障發生后,調閱當天的風機運行的電流,運行曲線如下:
05:48 啟動風機,進行摻混倒倉操作。
10:36 摻混倒倉完成,風機空載運行。
12:05 進行摻混倒倉操作。
16:22 風機出口電流高報跳車。內操發現摻混風機電流突然上漲至高報,風機停機。班組隨即通知裝置管理人員,同時,將設備斷電。裝置管理人員按照檢查程序脫開聯軸器,進行設備盤車,無法盤動,初步判斷為軸承或轉子損壞,迅速聯系維保人員拆檢。
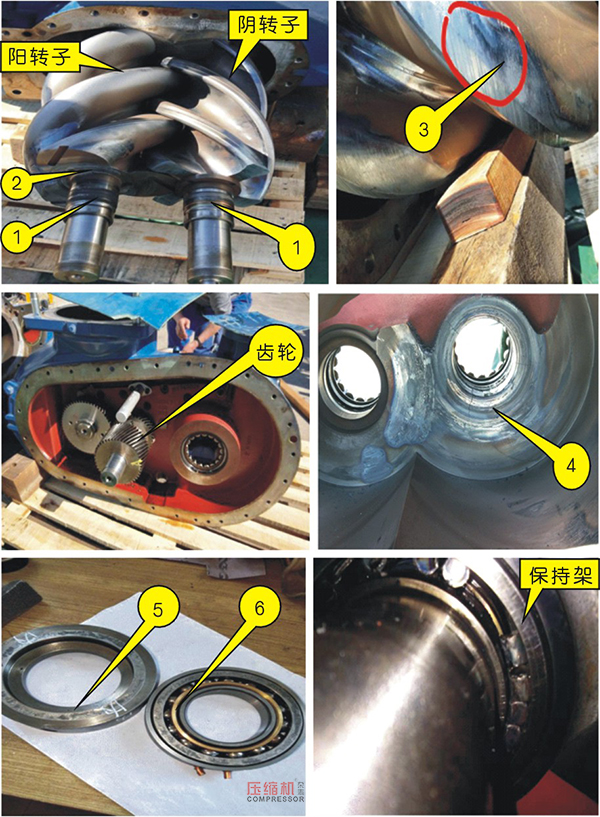
 通過拆檢,解體檢查發現:
1.1驅動軸及軸承未見明顯異常;
1.2軸承箱齒輪未見明顯損傷;
1.3陰陽轉子嚙合密封線部位有磨損(見標注1);陽轉子非驅動端端面磨損嚴重(見標注2);靠近轉子兩側端部的陰陽轉子密封線配合型線磨損嚴重(見標注3)
1.4 機殼(陽轉子非驅端處)出現三處裂紋(見標注4);
1.5 陽轉子非驅動端調心滾子軸承(起軸向定位作用)外圈與定位盤磨損(見標注5)軸承外圈安裝定位環上的銷釘已變形(見標注6)
1.6 陽轉子驅動端徑向軸承保持架損壞,軸承滾柱變形、磨損并混亂排列。
通過拆檢,解體檢查發現:
1.1驅動軸及軸承未見明顯異常;
1.2軸承箱齒輪未見明顯損傷;
1.3陰陽轉子嚙合密封線部位有磨損(見標注1);陽轉子非驅動端端面磨損嚴重(見標注2);靠近轉子兩側端部的陰陽轉子密封線配合型線磨損嚴重(見標注3)
1.4 機殼(陽轉子非驅端處)出現三處裂紋(見標注4);
1.5 陽轉子非驅動端調心滾子軸承(起軸向定位作用)外圈與定位盤磨損(見標注5)軸承外圈安裝定位環上的銷釘已變形(見標注6)
1.6 陽轉子驅動端徑向軸承保持架損壞,軸承滾柱變形、磨損并混亂排列。
 1.7 轉子軸裝密封處出現約1/6周長的燒痕,
1.8 轉子端面有約2/3圓周與殼體端發生磨損。
1.9 主轉子軸彎曲偏離中心2.7mm;副轉子軸彎曲偏離中心2.0mm。
2.0 主、副轉子外圓均直徑磨小約2.9mm。
1.7 轉子軸裝密封處出現約1/6周長的燒痕,
1.8 轉子端面有約2/3圓周與殼體端發生磨損。
1.9 主轉子軸彎曲偏離中心2.7mm;副轉子軸彎曲偏離中心2.0mm。
2.0 主、副轉子外圓均直徑磨小約2.9mm。

2.故障原因分析
綜合拆檢情況,對故障可能產生的原因進行分析如下:
2.1 結合潤滑油油質分析結果為合格,油品更換周期4000小時未到,油壓3.2bar在要求范圍內(1.8-5.5bar),且油壓設有聯鎖停機,初步判斷潤滑情況良好;排除潤滑不良引起的軸承損壞造成的抱軸。
2.2 根據巡檢記錄,風機入口壓力-30kPa,大于廠家要求的-45kPa值,且現場檢查入口濾網,未發現有破損情況,各項參數均顯示正常,現場巡檢時,未發生異響,排除壓縮機內進入異物導致轉子抱死。
2.3 根據風機的拆檢情況:整體來看,陰陽轉子倆端面處磨損嚴重,中心處磨損較輕;陽轉子驅動端徑向軸承保持架損壞,軸承滾柱變形、磨損并混亂排列;非驅動端軸承保持相對完好,內側止推軸承與定位盤有受力磨損痕跡,軸承外圈安裝定位環上的銷釘已變形;轉子端面有約2/3圓周與殼體端發生磨損;轉子軸裝密封處出現約1/6周長的燒痕;說明轉子在高速運轉過程中不是整體的軸向串動,而是轉子嚙合過程發生傾斜,轉子徑向方向發生位移變形。
2.3 從運行分析來看。由于壓縮機運轉中出口溫度高,壓力大,再加上轉子轉速高達7351rpm,對陰陽轉子頂間隙,端面間隙,相互嚙合間隙要求極高。轉子在運轉中,由于轉子變形,發生轉子嚙合摩擦和端面與殼體端面瞬間摩擦,造成局部溫度瞬間升高,使得陰陽轉子嚙合間隙和端面間隙更加變小,瞬間抱軸。
綜上,聯系到驅動端徑向軸承保持架損壞,軸承滾柱變形、磨損并混亂排列,推斷驅動端徑向軸承在運行過程中失效是造成風機故障的主要原因。
 2.4 驅動端徑向軸承運行中的失效原因
考慮到類似的設備故障、故障部位以及使用的環境,失效的原因主要有以下幾個方面:
2.4.1 陽轉子驅動端軸承可能存在缺陷。
2.4.2 螺桿壓縮機在力的計算或軸承選用上可能失當。
2.4.4 裝置生產整體負荷較高,達到了120%,加速了軸承的失效。
2.4.5 潤滑油故障。機器位于高寒環境地域,冬季寒冷時節溫度達零下30余度,嚴重影響潤滑油流動性。加之,該機器原裝軸承潤滑噴嘴噴油通徑只有0.06mm,當遭遇極寒冷時段,在潤滑油流動性變差條件下,機器初始啟動的一個時段內,軸承少油甚至失油是大概率事件,軸承受損亦成必然。隨著軸承受損程度積累,機器高速運行,不確定誘因導致瞬間軸承崩潰的幾率大增,亦會出現寒冷季節軸承少油、失油導致的軸承損傷,在非寒冷季節軸承崩潰。一般情況下,寒冷季節因潤滑油流動性變差導致軸承少油、失油致使軸承損傷崩潰,常發生在寒冷季節。
3、缺陷修復
3.1 轉子軸修復,由于轉子軸彎曲,轉子外圓不規則磨損,轉子失去參考中心,且沒有完整的位置可做中心基準。我們采用冷焊工藝,補足轉子軸尺寸,以原始未磨損的部分轉子凹槽最低點為基準點,反復調整同圓周上四(六)個凹槽最低點,使之處在同一圓周上,再用不同位置的凹槽最低點進行校驗,以此反復,直至確保轉子中心找正;固定轉子軸后,在轉子軸兩端車成基準位,以此為基準位,在轉子軸兩端完成打轉子中心孔,然后,車、磨等,恢復轉子軸原始尺寸參數。
3.2 轉子葉外圓、葉面修復,轉子葉外圓修復,采用壓片滾焊修補工藝,根據外圓磨損輪廓,把不同厚度的壓片,剪成與轉子葉外圓磨損部位形狀完全相同的壓片,逐層滾焊,堆出與原始轉子曲面一致的滾焊層,修磨拋光即可;轉子葉面修補,先制作一個與兩轉子中心距完全一致工裝,把磨損轉子固定,以此測量轉子葉面不同部位的磨損量,根據不同部位轉子葉面磨損量,選取0.05~0.20mm不同標準壓片,滾焊至合格尺寸,拋光即可。
3.3 外殼修復,采用冷焊工藝,補焊至設計厚度后,鏜、珩磨之合格。
3.4 機身一體端蓋裂紋修復,采用鉆孔連續鑲螺絲方法修補至合格。
3.5 其他部位修復,均采取冷焊、車、鏜、磨常規方法修復至合格。
4、效果
該機損壞程度,經尋找多個專業廠家試圖修復,均被結論報廢,后經我公司與陜西關中壓縮機制造有限公司工程師劉安才聯合攻關,采用上述方法修復后,該機運行各項參數合格。截止目前,已穩定運行3000余小時,未出現瑕疵。
5、預防措施
為預防類似壓縮機故障的產生,需要加強風機的日常操作維護。
4.1 對設備來講,振動為故障之源,要堅持做好壓縮機振動測量并記錄,觀察趨勢。發現趨勢狀態變差,要及時停車進行維修維護;
4.2 各專業加強巡檢,檢查風機運行情況及各參數,是否有異響;
4.3 嚴格按照廠家要求的油品更換周期4000小時更換新油、油濾,確保潤滑合格。
4.4 確保空濾等備件合格,并嚴格按照求4000小時更換空濾,若環境較差,應加大清理或更換頻次,保證無異物吸入;
4.5 冬季及時投運隔音罩內暖氣,保證壓縮機本體的啟動溫度15度以上,防止潤滑油低溫流動性變差,導致軸承少油、失油。
4.6 加強與螺桿壓縮機制造商的溝通,就壓縮機在力的計算或軸承選用進行探討。
4.7 在滿足裝置生產的條件下,盡量減少啟動頻次和增加送料摻混時間,以減小壓縮機負荷量。
4.8 定期做好檢修維護和保養。
2.4 驅動端徑向軸承運行中的失效原因
考慮到類似的設備故障、故障部位以及使用的環境,失效的原因主要有以下幾個方面:
2.4.1 陽轉子驅動端軸承可能存在缺陷。
2.4.2 螺桿壓縮機在力的計算或軸承選用上可能失當。
2.4.4 裝置生產整體負荷較高,達到了120%,加速了軸承的失效。
2.4.5 潤滑油故障。機器位于高寒環境地域,冬季寒冷時節溫度達零下30余度,嚴重影響潤滑油流動性。加之,該機器原裝軸承潤滑噴嘴噴油通徑只有0.06mm,當遭遇極寒冷時段,在潤滑油流動性變差條件下,機器初始啟動的一個時段內,軸承少油甚至失油是大概率事件,軸承受損亦成必然。隨著軸承受損程度積累,機器高速運行,不確定誘因導致瞬間軸承崩潰的幾率大增,亦會出現寒冷季節軸承少油、失油導致的軸承損傷,在非寒冷季節軸承崩潰。一般情況下,寒冷季節因潤滑油流動性變差導致軸承少油、失油致使軸承損傷崩潰,常發生在寒冷季節。
3、缺陷修復
3.1 轉子軸修復,由于轉子軸彎曲,轉子外圓不規則磨損,轉子失去參考中心,且沒有完整的位置可做中心基準。我們采用冷焊工藝,補足轉子軸尺寸,以原始未磨損的部分轉子凹槽最低點為基準點,反復調整同圓周上四(六)個凹槽最低點,使之處在同一圓周上,再用不同位置的凹槽最低點進行校驗,以此反復,直至確保轉子中心找正;固定轉子軸后,在轉子軸兩端車成基準位,以此為基準位,在轉子軸兩端完成打轉子中心孔,然后,車、磨等,恢復轉子軸原始尺寸參數。
3.2 轉子葉外圓、葉面修復,轉子葉外圓修復,采用壓片滾焊修補工藝,根據外圓磨損輪廓,把不同厚度的壓片,剪成與轉子葉外圓磨損部位形狀完全相同的壓片,逐層滾焊,堆出與原始轉子曲面一致的滾焊層,修磨拋光即可;轉子葉面修補,先制作一個與兩轉子中心距完全一致工裝,把磨損轉子固定,以此測量轉子葉面不同部位的磨損量,根據不同部位轉子葉面磨損量,選取0.05~0.20mm不同標準壓片,滾焊至合格尺寸,拋光即可。
3.3 外殼修復,采用冷焊工藝,補焊至設計厚度后,鏜、珩磨之合格。
3.4 機身一體端蓋裂紋修復,采用鉆孔連續鑲螺絲方法修補至合格。
3.5 其他部位修復,均采取冷焊、車、鏜、磨常規方法修復至合格。
4、效果
該機損壞程度,經尋找多個專業廠家試圖修復,均被結論報廢,后經我公司與陜西關中壓縮機制造有限公司工程師劉安才聯合攻關,采用上述方法修復后,該機運行各項參數合格。截止目前,已穩定運行3000余小時,未出現瑕疵。
5、預防措施
為預防類似壓縮機故障的產生,需要加強風機的日常操作維護。
4.1 對設備來講,振動為故障之源,要堅持做好壓縮機振動測量并記錄,觀察趨勢。發現趨勢狀態變差,要及時停車進行維修維護;
4.2 各專業加強巡檢,檢查風機運行情況及各參數,是否有異響;
4.3 嚴格按照廠家要求的油品更換周期4000小時更換新油、油濾,確保潤滑合格。
4.4 確保空濾等備件合格,并嚴格按照求4000小時更換空濾,若環境較差,應加大清理或更換頻次,保證無異物吸入;
4.5 冬季及時投運隔音罩內暖氣,保證壓縮機本體的啟動溫度15度以上,防止潤滑油低溫流動性變差,導致軸承少油、失油。
4.6 加強與螺桿壓縮機制造商的溝通,就壓縮機在力的計算或軸承選用進行探討。
4.7 在滿足裝置生產的條件下,盡量減少啟動頻次和增加送料摻混時間,以減小壓縮機負荷量。
4.8 定期做好檢修維護和保養。
來源:本站原創
GML95型雙螺桿壓縮機是30萬噸/年聚烯烴裝置的常用機型。K-8200風機,型號GML95,每天不定時啟動,主要用于B線摻混,每次運行4-5小時,每天運行2-3次,故障發生前累計運行7900小時。輸送能力為4722Nm3/h,轉速為7351rpm,軸功率243kW,入口流量6529m3/h。
故障發生后,調閱當天的風機運行的電流,運行曲線如下:
05:48 啟動風機,進行摻混倒倉操作。
10:36 摻混倒倉完成,風機空載運行。
12:05 進行摻混倒倉操作。
16:22 風機出口電流高報跳車。內操發現摻混風機電流突然上漲至高報,風機停機。班組隨即通知裝置管理人員,同時,將設備斷電。裝置管理人員按照檢查程序脫開聯軸器,進行設備盤車,無法盤動,初步判斷為軸承或轉子損壞,迅速聯系維保人員拆檢。
通過拆檢,解體檢查發現:
1.1驅動軸及軸承未見明顯異常;
1.2軸承箱齒輪未見明顯損傷;
1.3陰陽轉子嚙合密封線部位有磨損(見標注1);陽轉子非驅動端端面磨損嚴重(見標注2);靠近轉子兩側端部的陰陽轉子密封線配合型線磨損嚴重(見標注3)
1.4 機殼(陽轉子非驅端處)出現三處裂紋(見標注4);
1.5 陽轉子非驅動端調心滾子軸承(起軸向定位作用)外圈與定位盤磨損(見標注5)軸承外圈安裝定位環上的銷釘已變形(見標注6)
1.6 陽轉子驅動端徑向軸承保持架損壞,軸承滾柱變形、磨損并混亂排列。
1.7 轉子軸裝密封處出現約1/6周長的燒痕,
1.8 轉子端面有約2/3圓周與殼體端發生磨損。
1.9 主轉子軸彎曲偏離中心2.7mm;副轉子軸彎曲偏離中心2.0mm。
2.0 主、副轉子外圓均直徑磨小約2.9mm。
2.故障原因分析
綜合拆檢情況,對故障可能產生的原因進行分析如下:
2.1 結合潤滑油油質分析結果為合格,油品更換周期4000小時未到,油壓3.2bar在要求范圍內(1.8-5.5bar),且油壓設有聯鎖停機,初步判斷潤滑情況良好;排除潤滑不良引起的軸承損壞造成的抱軸。
2.2 根據巡檢記錄,風機入口壓力-30kPa,大于廠家要求的-45kPa值,且現場檢查入口濾網,未發現有破損情況,各項參數均顯示正常,現場巡檢時,未發生異響,排除壓縮機內進入異物導致轉子抱死。
2.3 根據風機的拆檢情況:整體來看,陰陽轉子倆端面處磨損嚴重,中心處磨損較輕;陽轉子驅動端徑向軸承保持架損壞,軸承滾柱變形、磨損并混亂排列;非驅動端軸承保持相對完好,內側止推軸承與定位盤有受力磨損痕跡,軸承外圈安裝定位環上的銷釘已變形;轉子端面有約2/3圓周與殼體端發生磨損;轉子軸裝密封處出現約1/6周長的燒痕;說明轉子在高速運轉過程中不是整體的軸向串動,而是轉子嚙合過程發生傾斜,轉子徑向方向發生位移變形。
2.3 從運行分析來看。由于壓縮機運轉中出口溫度高,壓力大,再加上轉子轉速高達7351rpm,對陰陽轉子頂間隙,端面間隙,相互嚙合間隙要求極高。轉子在運轉中,由于轉子變形,發生轉子嚙合摩擦和端面與殼體端面瞬間摩擦,造成局部溫度瞬間升高,使得陰陽轉子嚙合間隙和端面間隙更加變小,瞬間抱軸。
綜上,聯系到驅動端徑向軸承保持架損壞,軸承滾柱變形、磨損并混亂排列,推斷驅動端徑向軸承在運行過程中失效是造成風機故障的主要原因。
2.4 驅動端徑向軸承運行中的失效原因
考慮到類似的設備故障、故障部位以及使用的環境,失效的原因主要有以下幾個方面:
2.4.1 陽轉子驅動端軸承可能存在缺陷。
2.4.2 螺桿壓縮機在力的計算或軸承選用上可能失當。
2.4.4 裝置生產整體負荷較高,達到了120%,加速了軸承的失效。
2.4.5 潤滑油故障。機器位于高寒環境地域,冬季寒冷時節溫度達零下30余度,嚴重影響潤滑油流動性。加之,該機器原裝軸承潤滑噴嘴噴油通徑只有0.06mm,當遭遇極寒冷時段,在潤滑油流動性變差條件下,機器初始啟動的一個時段內,軸承少油甚至失油是大概率事件,軸承受損亦成必然。隨著軸承受損程度積累,機器高速運行,不確定誘因導致瞬間軸承崩潰的幾率大增,亦會出現寒冷季節軸承少油、失油導致的軸承損傷,在非寒冷季節軸承崩潰。一般情況下,寒冷季節因潤滑油流動性變差導致軸承少油、失油致使軸承損傷崩潰,常發生在寒冷季節。
3、缺陷修復
3.1 轉子軸修復,由于轉子軸彎曲,轉子外圓不規則磨損,轉子失去參考中心,且沒有完整的位置可做中心基準。我們采用冷焊工藝,補足轉子軸尺寸,以原始未磨損的部分轉子凹槽最低點為基準點,反復調整同圓周上四(六)個凹槽最低點,使之處在同一圓周上,再用不同位置的凹槽最低點進行校驗,以此反復,直至確保轉子中心找正;固定轉子軸后,在轉子軸兩端車成基準位,以此為基準位,在轉子軸兩端完成打轉子中心孔,然后,車、磨等,恢復轉子軸原始尺寸參數。
3.2 轉子葉外圓、葉面修復,轉子葉外圓修復,采用壓片滾焊修補工藝,根據外圓磨損輪廓,把不同厚度的壓片,剪成與轉子葉外圓磨損部位形狀完全相同的壓片,逐層滾焊,堆出與原始轉子曲面一致的滾焊層,修磨拋光即可;轉子葉面修補,先制作一個與兩轉子中心距完全一致工裝,把磨損轉子固定,以此測量轉子葉面不同部位的磨損量,根據不同部位轉子葉面磨損量,選取0.05~0.20mm不同標準壓片,滾焊至合格尺寸,拋光即可。
3.3 外殼修復,采用冷焊工藝,補焊至設計厚度后,鏜、珩磨之合格。
3.4 機身一體端蓋裂紋修復,采用鉆孔連續鑲螺絲方法修補至合格。
3.5 其他部位修復,均采取冷焊、車、鏜、磨常規方法修復至合格。
4、效果
該機損壞程度,經尋找多個專業廠家試圖修復,均被結論報廢,后經我公司與陜西關中壓縮機制造有限公司工程師劉安才聯合攻關,采用上述方法修復后,該機運行各項參數合格。截止目前,已穩定運行3000余小時,未出現瑕疵。
5、預防措施
為預防類似壓縮機故障的產生,需要加強風機的日常操作維護。
4.1 對設備來講,振動為故障之源,要堅持做好壓縮機振動測量并記錄,觀察趨勢。發現趨勢狀態變差,要及時停車進行維修維護;
4.2 各專業加強巡檢,檢查風機運行情況及各參數,是否有異響;
4.3 嚴格按照廠家要求的油品更換周期4000小時更換新油、油濾,確保潤滑合格。
4.4 確保空濾等備件合格,并嚴格按照求4000小時更換空濾,若環境較差,應加大清理或更換頻次,保證無異物吸入;
4.5 冬季及時投運隔音罩內暖氣,保證壓縮機本體的啟動溫度15度以上,防止潤滑油低溫流動性變差,導致軸承少油、失油。
4.6 加強與螺桿壓縮機制造商的溝通,就壓縮機在力的計算或軸承選用進行探討。
4.7 在滿足裝置生產的條件下,盡量減少啟動頻次和增加送料摻混時間,以減小壓縮機負荷量。
4.8 定期做好檢修維護和保養。
來源:本站原創

網友評論
條評論
最新評論